
In this post, Chuck Shive with Chips & Tips talks about tooling. Knowing the varying tooling materials, the number of flutes, and flute geometries will help you select the right tool for the materials you’re machining, your particular application, and your budget.
Router Bit (Tooling) Materials
Solid carbide — used in most CNC operations, solid carbide provides the best rigidity and long tool life.

Carbide tip — incorporates the wear resistance of carbide with the rigidity of a steel body.

High-speed steel — primarily used in hand routing, this material offers initial sharpness at lower cost, but you may need to replace it more often than solid carbide router bits.

Polycrystalline Diamond (PCD) — used for longer life when routing high abrasive materials.
Flute Geometries
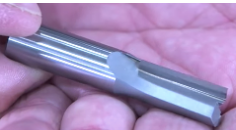
Straight flute — offers a neutral cutting action force. It also gives you a nice clean finish on certain materials.
Upcut flute — provides great surface finish and allows for good chip extraction. Be aware these may cause part lifting if your vacuum or fixturing is not sufficient. This flute geometry works great in soft plastic, foam, solid surface, soft wood, and hardwood materials.

Downcut flute — provides a downward force which eliminates the part lifting that can be caused using the upcut flute. Be aware chip rewelding may occur if there is no space between the part and chip extraction. This flute geometry is best for machining materials such as soft wood and composites (e.g., MDF, laminated plywood, and chipboard materials).

Compression geometry — commonly used in a wide variety of laminated materials. This flute style provides a great top and bottom finish of your part without chipping on either side.

Number of Flutes
Important: As the number of cutting edges (or flutes) increase, your feed rate should also increase to prevent burning and tool dulling.
Single flute — allows for larger chip loads in softer materials.

Two flutes — allow for better part finish in harder materials.

Three or more flutes — allow for an even better part finish in harder materials.

Interested in these or have other tooling questions? Just give our tooling department a call at: 704-508-7000, reach out via email: parts@cronsrud.com, or visit our tooling website: https://www.cronsrud.com/store/index.php.
Or, if you’re struggling with any production issues and would like to see if we have a solution for you, please give C.R. Onsrud a call at: 704-508-7000 or reach out via email: info@cronsrud.com. We are happy to help you any way we can.





