In this Chip & Tips with Chuck Shive from C.R. Onsrud, he, with expertise from Mike Murphy of All Star CNC, explains how you can improve the vacuum performance of, and ultimately part holding on, your CNC router. The key to this is leak prevention using various gasketing techniques that fit your specific application.
Grid Gasketing
Let’s start by looking at the grid gasket for the table itself. Grid gaskets go in the outermost edge of the table or in the zones if your table supports zones. Typically, you should choose a non-adhesive product that is square or round. It fits into the channel and sticks above the table about 1/16” and creates a lip seal all the way around the perimeter of the table. You should replace it at least once a year to get that fresh seal that helps eliminate vacuum leak.
If the grid gasket is enough under your spoilboard or under your fixture board to hold parts, great! But if not …
Inboard Gasketing
If you’re creating repetitive parts, the best way to improve vacuum performance (once the table is secured with a proper gasket material) is with a dedicated fixture for those dedicated jobs. To make a dedicated fixture use a nonporous material to make an airtight system and get away from the leaky MDF that you would use with a spoilboard. With a dedicated fixture, you put a gasket material in the outermost channel made with a slight chamfer at the top to give that gasket a little extra relief room, some channels to disperse the vacuum across the face of the part, and some holes to get that vacuum through the nonporous board to the part itself. And, of course, there’s the grid gasket under your fixture to make sure you have an airtight system. With that, you get more parts in less time, eliminating onion skins and tab cuts and really start getting your parts done quickly.

Cover Gasketing
If you’re creating small, repetitive parts, the best way to improve vacuum performance (once the table is secured with a proper gasket material) is with a dedicated fixture and a cover gasket. Really small parts are difficult to hold because of their limited surface area. By using a covered gasket product, you can maximize that surface area by bringing that gasket out to the very edge of the part into the tight angles and get that vacuum pocket as close to the tool as you can. The tool is what’s causing the carnage, causing that part to move, so what we’re trying to do is get that clamp closer to the edge of the part. With a cover gasket, you get maximum surface area for the part, so you get more parts in less time on those dedicated fixtures.

Creating a dedicated fixture takes time and effort, but once it’s created, it allows for an airtight clamp on the part, so you’re able to cut more parts in less time. To prevent leakage, take a dedicated fixture and cover the entire fixture with a nonporous material, such as phenolic. Then with an engraving tool, carve a really clean edge on all of your gasket that’s left behind both for the edge of your part and the vacuum pocket. With this technique, you’re able to in-house design where you want to maximize the overall vacuum pocket area of the part that you’re trying to clamp.
Onboard Gasketing
If you’re cutting random parts and don’t have time or the desire to make a dedicated fixture, you’re going to be in that spoilboard environment — a downdraft, MDF board, to get different parts, universal coverage of their vacuum system. But if you’re still having trouble with vacuum performance on holding that part, there are still gasking solutions in order to create that proper seal. The best way to do that is with onboard gasketing.

Onboard gasking is good for prototypes, short runs, kind of a quick and easy way to get your part sealed. Take a quick trace of the part. Then take some gasket material and run it just to the inside of that path that we’re going to have for that part. It doesn’t have to be perfect. The gasket material comes in a variety of different thicknesses, densities, and widths for different applications. Once you create that pocketed area with gasket material, test your vacuum by placing your part in an area without gasketing and then aligned in the area with gasketing. You will see a major difference between the two. With gasketing, there’s no way for that part to move. The better holding gets a cleaner edge, more parts in less time, eliminates those onion skins and tap cuts.
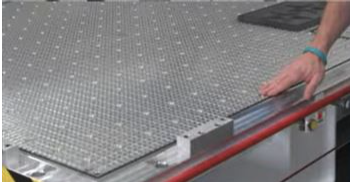
Tile Gasketing
For jobs that are constantly changing and nested-based applications, All Star CNC offers tile gaskets for spoilboard customers. These spoilboards are intended to be spoiled. You’re going to chew into them, sacrifice them, as you cut all your unique, non-repetitive parts. Typically in a spoilboard environment you’re using an MDF spoilboard, which is 100% drafty. Vacuum passes through to allow for 100% coverage of the table area, but that also allows a lot of leakage and wasted vacuum pressure. Cover that same MDF spoilboard with All Star CNC tile gasket products with ¼″ holes every 1″. The vacuum pressure gets concentrated to the holes for maximum vacuum performance, maximum vacuum clamp. It produces a closed cell item to create a seal, a clamp, such as a lip of the freezer door concept, to hold on to that sheet as you cut. As you start to wear the tile gaskets, just replace one tile at a time. There’s no need to downdraft your spoilboard or fly cut, reset your tooling depths, this is going to be your surface, your z-depth the whole time. This is a very easy method to get better vacuum and more production quickly.

When it comes to manufacturing, says Mike Murphy, “we need to do it quickly, we need to do it fast, we need to do it efficiently, and to do that, let’s vacuum better, let’s hold parts better, let’s cut them better, so we can profit better. Give C.R. Onsrud a call at 704-508-7000 or visit: https://www.cronsrud.com/store/index.php. They have all of our gasketing products and are happy to supply them. If there’s more specific questions that I can help with, give me a call at All Start CNC or visit us at allstarcnc.com. I’m more than happy to help you out in any way I can.”